σ = Fb/As
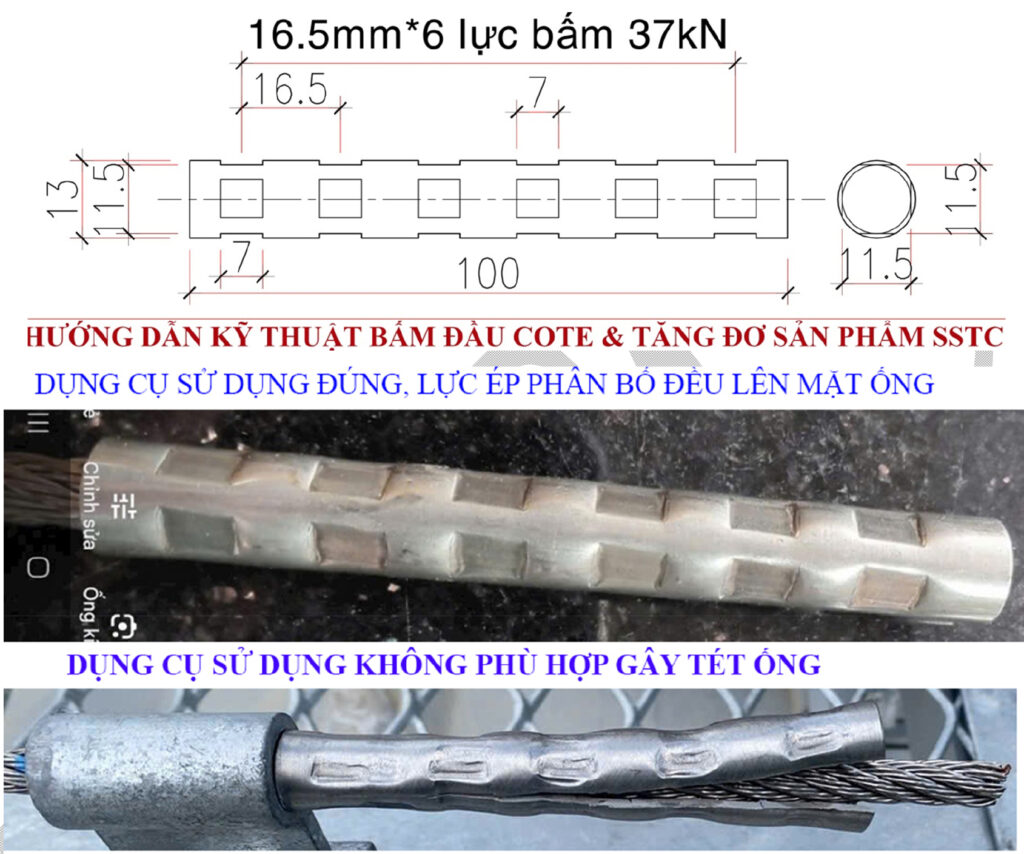
Nhận xét: Nhìn 2 hình thực tế trên cho thấy rằng
- Phân tích về kỹ thuật: ỨNG SUẤT CỤC BỘ QUÁ LỚN
- Công thức tính toán: σ = Fb/As = Ứng suất = lực bấm/diện tích tiếp xúc.Nên khi diện tích răng nhỏ (răng nhọn hẹp) thì ứng suất tăng lên rất nhiều gây phá vỡ ống.
- Đặt điểm vật liệu sử dụng là inox nên có độ cứng cao giòn nhưng không dẻo, dễ nứt khi ứng suất tập trung lớn.
- Sự khác biệt giữa 2 máy bấm:
- Hình 1:Máy sử dụng có bề rộng răng 7mm lực được phân bố đều, biến dạng dẻo hợp lý không bị nứt do diện tích mặt tiếp xúc As lớn.
- Hình 2:
- Răng sắt, hẹp và nhọn ( nhìn vết bấm 2 có 2 đường rất hẹp giữa vết bấm)àdiện tích diện tiếp xúc quá nhỏ
- Mặc dù lực bấm lớn nhưng diện tích nhỏ tạo nên việc tập trung ứng suất vượt giới hạn chảy của vật liệuàống bị nứt tét theo chiều dọc ống
- Vậy lực bấm có thể đạt tương đương nhau nhưng hình dạng của răng và độ phân bố mới là yếu tố quyết định
- Nguyên nhân dẫn đến ống bị bể dọc (tét ống):
- Khi bấm, răng sẽ ép 2 bên thành ống thành ống bị nén ngang, sinh ra 1 ứng suất kéo dọc bên trong ống.
- Nếu ứng suất kéo vượt giới hạn chảy của vật liệu (ở đây inox) thì sẽ hình thành vết nứt lan theo phương dọc. Vì đó là hướng yếu nhất của ống và hình 2 việc đó đã xảy ra.
- Kết luận và kiến nghị cho việc lựa chọn máy bấm cote
- Kết luận:
- Nguyên nhân nhiều khả năng là ứng suất cục bộ gây ra quá lớn do diện tích tiếp xúc của răng không phù hợp (nhỏ) nhìn thấy hình 2 răng không đều mà có 1 rãnh rất hẹp sâu ở giữa nên diện tích này quá nhỏ gây ứng suất tập trung hẹp dẫn đến nứt ống.
- Răng bấm quá nhọn hoặc nhỏ.Gây ra ứng suất tập trung cục bộ lớn
- Lực bấm có thể quá lớn hoặc không đồng đều do thủ công
- Kiến nghị:
- Nên dùng loại máy bấm có vết răng rộng đều như hình 1 đảm bảo bề rộng răng ≥6-7mm, góc đầu răng không quá nhọn.
- Lực bấm phải đều nên chọn tự động